Bilanciamento delle linee di produzione nel Lean: metodo e principi operativi.
Linee di produzione e bilanciamento: dalla storia alla metodologia operativa
1) Dalle galere veneziane alla fabbrica moderna: perché il bilanciamento conta
L’Arsenale di Venezia (XII–XVI secolo) è uno dei primi esempi documentati di produzione in linea: reparti specializzati realizzavano componenti standardizzati che venivano assemblati con ritmo e sequenza ripetitiva, fino a consentire allestimenti rapidissimi delle galere. Questa organizzazione per stazioni, la standardizzazione delle parti e l’avanzamento “a cadenza” anticipano i principi di flusso e sincronizzazione tipici delle linee moderne.
Secoli dopo, la Toyota ha codificato questi principi nel Toyota Production System (TPS), ponendo takt time, flusso, livellamento (heijunka) e logica pull (Kanban) come fondamenti progettuali per sincronizzare produzione e domanda cliente, facendo quello che serve, quando serve e nei tempi richiesti riducendo così scorte e sprechi all’interno del sito produttivo.
2) Cos’è una linea di produzione e cosa significa bilanciarla
Una linea di produzione è una sequenza di stazioni di lavoro attraverso cui il prodotto fluisce con un WIP (work‑in‑process) definito e un ritmo target. Bilanciare la linea significa distribuire in modo coerente i tempi elemento tra le postazioni in modo che i cycle time risultino uguali o inferiori al takt time richiesto, minimizzando colli di bottiglia, attese e sovraccarichi.
Questi principi si applicano sia allo shopfloor manuale (assemblaggi discreti, automotive, gioielleria), sia alle linee automatiche (food, pharma: imbottigliamento, blister, astucciamento), che alle linee miste uomo‑macchina (confezionamento cosmetico/farmaceutico, fine‑line electronics), perché il flusso alla cadenza cliente, il WIP controllato e l’aderenza al takt sono invarianti architetturali del TPS e della produzione snella.
Obiettivo: una linea stabile, con planned cycle time progettato a ridosso (o leggermente inferiore) del takt, così da assorbire la variabilità residua (microfermi, cambi formato).
3) I passi metodologici (end‑to‑end)
3.1 Mappatura del processo con Value Stream Mapping (VSM)
Si parte dal VSM, la mappa del flusso di valore dal fornitore al cliente: si rappresentano tempi di processo, attese, scorte intermedie, segnali di rilascio, evidenziando sprechi (muda) e colli di bottiglia. Il VSM orienta dove intervenire per ottenere flusso e pull.
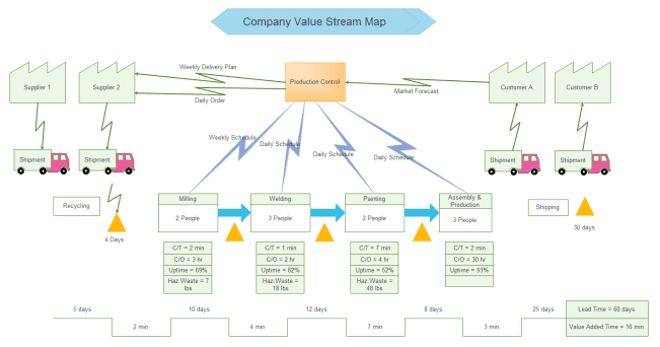
Fig 1 – esempio di VSM
3.2 Matrice prodotto–processo (volume/varietà) — applicabile a manuale, automatico e misto
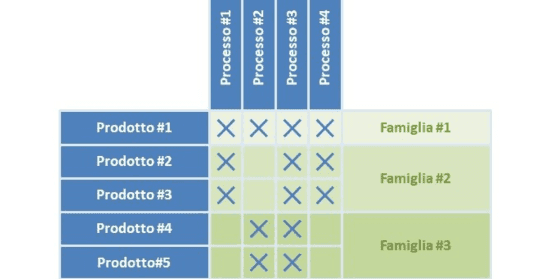
Fig 2 – esempio di Matrice Prodotto – Processo
La matrice prodotto–processo posiziona il portafoglio su assi volume/varietà e guida le scelte di layout e livello di automazione:
- Alto volume / bassa varietà → linee ripetitive, tempo ciclo stabile (es. imbottigliamento, blister farmaceutici).
- Basso volume / alta varietà → celle flessibili, attrezzaggi rapidi, operatori multi‑skill (assemblaggi manuali, packaging promozionale).
- Misto uomo‑macchina → macchine per operazioni ripetitive; operatori su alimentazione, controlli e changeover; il bilanciamento considera congiuntamente tempi macchina e tempi uomo (ergonomia inclusa).
Questa lettura vale trasversalmente ai settori perché il compromesso tra ripetitività e flessibilità è un problema universale di progettazione di linea.
3.3 Yamazumi chart: vedere i carichi, leggere contro il takt
La Yamazumi chart (dal giapponese “accumulare/impilare”) è un grafico a barre impilate che visualizza, per ciascuna stazione o operatore, la somma dei tempi elemento che compongono il ciclo. Ogni blocco rappresenta un task; le barre mostrano il carico totale (Value‑Added, Non‑Value‑Added, eventuale Waste) e rendono immediati squilibri e bottleneck.
Nella teoria generalmente, la Yamazumi viene compilata dopo aver calcolato il takt (così la si legge direttamente rispetto al target). Tuttavia, in contesti dove si sta ancora scegliendo l’architettura di linea (a valle della matrice prodotto–processo), costruire una prima Yamazumi — con i tempi elemento osservati — aiuta a vedere i carichi reali e le disomogeneità. Quindi si calcola il takt e si usa la linea del takt per impostare il riequilibrio (spostando attività, separando tempi uomo da tempi macchina, ecc.). Entrambi gli approcci sono corretti: l’importante è che la lettura sia sempre fatta rispetto al takt per decidere dove intervenire.
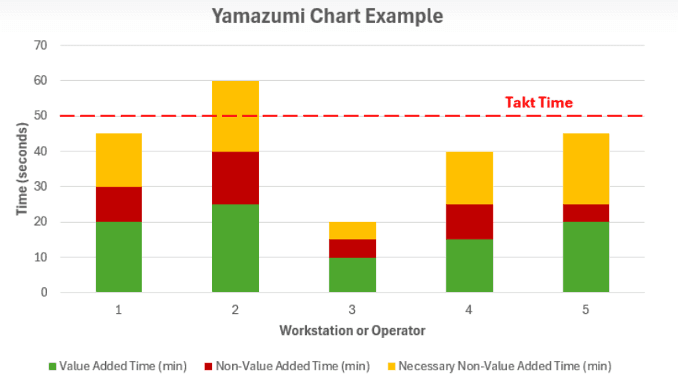
Fig 3 – Yamazumi Chart
Come leggerla in base al takt:
- Se la barra supera la linea del takt, la stazione è collo di bottiglia e richiede riequilibrio.
- Se la barra è sotto il takt, c’è capacità residua: si possono spostare elementi da postazioni più cariche.
- Barre molto disomogenee tra operatori segnalano mura (irregolarità) e muri (sovraccarico).
3.4 Takt time: il vincolo di progetto
Il takt time è il ritmo richiesto dalla domanda sul tempo netto disponibile (tempo lordo meno fermate pianificate: pause, meeting, pulizie, manutenzione pianificata):

Il confronto tra cycle time per stazione e takt rende visibili i gap. Nella pratica TPS, i fermi non pianificati e i setup non si sottraggono nel tempo netto di calcolo: sono variabili da ridurre con miglioramento (SMED, qualità alla fonte, manutenzione), progettando planned cycle ≤ takt.
3.5 Kanban e logica pull
Una linea bilanciata ha bisogno di un sistema pull per alimentare materiali e semilavorati solo quando la postazione a valle li richiede, evitando sovrapproduzione e scorte inutili. Il Kanban (cartellino fisico o digitale) è il segnale che autorizza il rilascio al “takt” del cliente; supermarket e FIFO stabilizzano il WIP tra stazioni.
3.6 Heijunka (livellamento)
Se la domanda è variabile (volumi/mix), il livellamento (heijunka) distribuisce nel tempo i rilasci per ridurre i picchi, permettendo alla linea di mantenere un ritmo sostenibile senza accumulare scorte o inseguire fluttuazioni.
3.7 Bilanciamento operativo & Standardized Work
Si scompongono le attività in work elements, si elimina ciò che non crea valore e si redistribuiscono i compiti tra postazioni per ottenere cycle time ≤ takt. Si sviluppa Standardized Work (sequenze, tempi standard, WIP ammesso) e si introduce visual management (takt/pitch board) per monitorare stabilità e variazione dei cicli.
4) Elementi che compongono una linea bilanciata
- Sequenza di stazioni con compiti equilibrati sul takt: evita postazioni lente (bottleneck) e postazioni “vuote”.
- WIP controllato (supermarket, FIFO) per proteggere il flusso, sia su linee manuali sia su linee automatiche ad alta cadenza.
- Standardized Work e visual management per rendere visibile ritmo e scostamenti; fondamentali in ambienti misti uomo‑macchina.
- Affidabilità del tempo netto (manutenzione pianificata, qualità alla fonte/jidoka) per proteggere il ritmo in settori regolati (food/pharma) come in discreto.
5) Variabilità di processo: l’insidia nascosta
Anche una linea apparentemente bilanciata può essere fragile se i tempi di ciclo non sono stabili. La variabilità di processo è la dispersione dei tempi di esecuzione rispetto allo standard e può derivare da microfermi, differenze operative, qualità non conforme, attrezzaggi non standard, ergonomia, forniture irregolari.
Perché è pericolosa?
- Genera code e attese anche se la media dei cicli è ≤ takt.
- Aumenta il rischio di stock intermedio e perdita di sincronizzazione col ritmo cliente.
- Complica la pianificazione e maschera i colli di bottiglia reali.
In sintesi: il bilanciamento non è solo “media dei tempi vs takt”, ma stabilità dei tempi; concetto trasversale a manuale, automatico (food/pharma) e misto.
6) Conclusioni
Dalle linee storiche dell’Arsenale di Venezia ai siti produttivi più all’avanguardia e automatizzati che caratterizzano oggi l’industria, il bilanciamento è la chiave per trasformare la produzione da semplice “output a fine turno” a flusso stabile alla cadenza del cliente. La metodologia è chiara e trasversale e applicabile a tutti i settori e contesti. In questo modo la linea diventa prevedibile, reattiva e performante, creando valore senza sprechi.
Autore dell’articolo: NICOLA BENAZZI. Lean Six Sigma Black Belt, certificato IIBLC®, Istruttore di Advance School, è Global Operational Excellence Leader presso Chiesi Group. In precedenza è stato Country Innovation Expert presso Coca Cola HBC Italia, Industrial Excellence Partner presso Gucci e Lean Manager presso Pomellato.
Contatti e Informazioni
Effettuare il bilanciamento di una linea richiede solide competenze Lean. I corsi di Advance School trasferiscono competenze Lean state-of-the-art a Livello Green Belt, Black Belt e Champion e preparano alle certificazioni internazionali dei IIBLC®, International Independent Board for Lean Certification.
Per informazioni e iscrizioni, contattare Jessica Mariotti: j.mariotti@advanceschool.org
Notizie dal mondo Advance
Torna alla Lista



Bologna
Via Massimo D’Azeglio, 35 – 40123
Tel: +39 051 19907026
Mobile: +39 3775773275
Mail: info@advanceschool.org
© 2026 Advance Operations Management School Srl - P.IVA 02661571204 - REA: 456975 - Capitale Sociale: Euro 10.000,00